
- Nominel spænding: AC220V50/60Hz
- Maskinens egenvægt: 68kg 50kg
- Maksimal effekt: 1800W
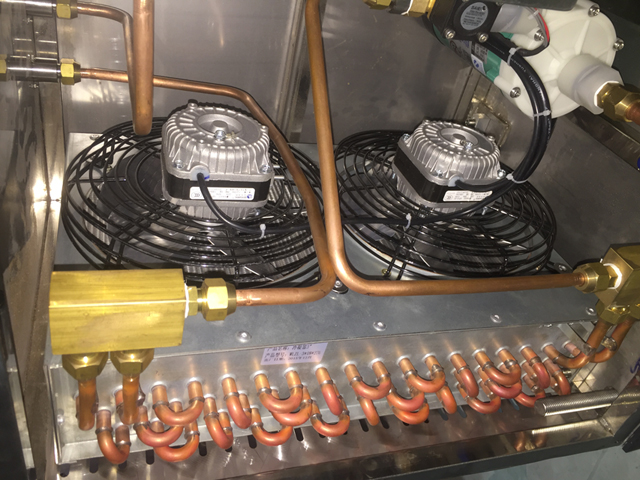
- Kølemetode: Køl luft / vand dobbelt kølemåde
- Forseglingsdiameter: φ15-75mm 15MM-45MM 30MM-60MM
- Flaskehøjde: 20-180mm
- Arbejdsmetoder: Fortsæt med at arbejde
- Anvendelsesområde: Stort produktionsområde
- Forseglingshastighed: 0-200 flaske/min
- Emballagemål: 1600*450*1500mm
- Generatorstørrelse: 1450*410*1300mm
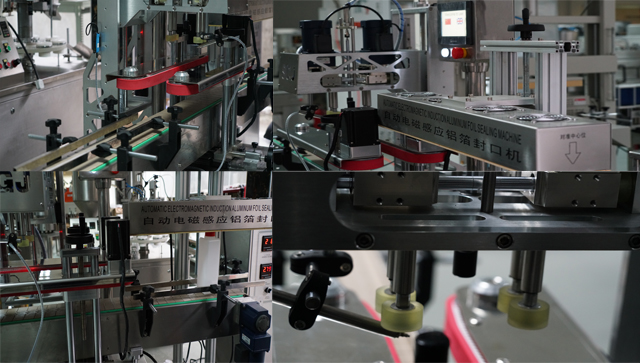
Linjen inkluderer to hovedmaskiner som induktionsforseglingsmaskine & inline-afdækningsmaskine;
Maskinerne er velegnede til låg-forsegling af medicinske flasker, som bruges i laboratoriebrug. Hele linjen kan udstyres med hjælpeudstyr som flaskepladespiller eller batchkodningsfunktionen.
Som nedenfor er der grundlæggende data for henholdsvis maskinerne:
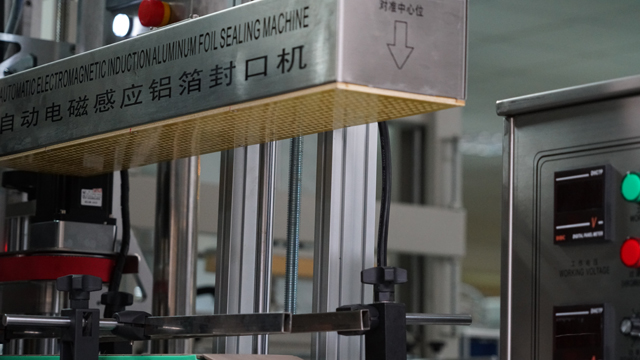
Induktionsforsegling, også kendt som hætteforsegling, er en berøringsfri metode til opvarmning af en indre forsegling for hermetisk at forsegle toppen af plast- og glasbeholdere. Denne forseglingsproces finder sted, efter at beholderen er blevet fyldt og lukket.
Teknologien til elektromagnetisk induktionsforsegling med kompositmaterialer er den avancerede forseglingsmetode, der er anerkendt af verden nu, og dens karakteristik af berøringsfri opvarmning er velegnet til forsegling af plastflasker (PP, PVC, PET, ABS, HDPE, PS og DURACON) , glasflaske og forskellige sammensatte plastikslange, så i øjeblikket er det den mest avancerede teknologi til forsegling af flaskerne til industrier som apotek, fødevarer, fedt, daglig kemi, husholdningskemi og landbrugskemi.
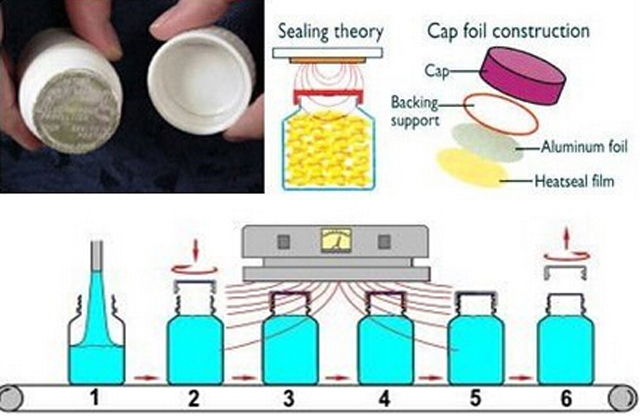
Arbejdsprincip og hvordan det virker
Lukningen leveres til aftapperen med en aluminiumsfolielag, der allerede er indsat. Selvom der er forskellige liners at vælge imellem, er en typisk induktionsforing flerlags. Det øverste lag er en papirmasse, der generelt er pletlimet til hætten. Det næste lag er voks, der bruges til at binde et lag aluminiumsfolie til pulpen. Det nederste lag er en polymerfilm lamineret til folien. Efter at låget eller lukningen er påsat, passerer beholderen under en induktionsspole, som udsender et oscillerende elektromagnetisk felt. Når beholderen passerer under induktionsspolen (forseglingshovedet), begynder den ledende aluminiumsfolieforing at blive varme på grund af hvirvelstrømme. Varmen smelter voksen, som absorberes i pulpbagsiden og frigiver folien fra låget. Polymerfilmen opvarmes også og flyder på læben af beholderen. Når den afkøles, danner polymeren en binding med beholderen, hvilket resulterer i et hermetisk forseglet produkt. Hverken beholderen eller dens indhold påvirkes negativt; Den genererede varme skader ikke indholdet.
Det er muligt at overophede folien, hvilket forårsager beskadigelse af tætningslaget og eventuelle beskyttelsesbarrierer. Dette kan resultere i defekte tætninger, selv uger efter den indledende forseglingsproces, så korrekt dimensionering af induktionsforseglingen er afgørende for at bestemme det nøjagtige system, der er nødvendigt for at køre et bestemt produkt.
Forsegling kan udføres med enten en håndholdt enhed eller på et transportørsystem.
En nyere udvikling (som passer bedre til et lille antal anvendelser) gør det muligt at anvende induktionsforsegling til at påføre en folieforsegling på en beholder uden behov for en lukning. I dette tilfælde leveres folie forskåret eller i en rulle. Når den leveres i en rulle, udstanses den og overføres til beholderens hals. Når folien er på plads, presses den ned af forseglingshovedet, induktionscyklussen aktiveres, og forseglingen bindes til beholderen. Denne proces er kendt som direkte anvendelse.
Tegning
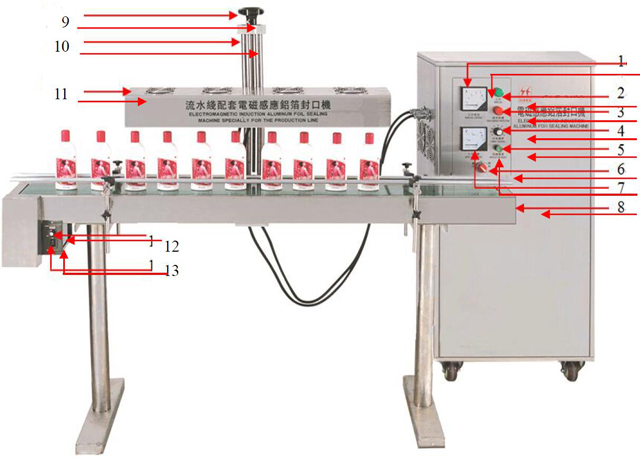
- Amperemeter: Viser den aktuelle status under driften af hele maskinen.
- Arbejdsindikator: Viser den exceptionelle arbejdsstatus
- Overstrømsindikator: viser den unormale arbejdsstatus.
- Strømstyring: strømstyring.
- Beskyttelsesnulstilling: Gendan den normale arbejdsstatus.
- Strømafbryder: Styrer hele maskinens effekt.
- Voltmeter: Viser spændingsstatus under drift af hele maskinen.
- Transportør: transport af flasker.
- Håndhjul: justeringer til de forskellige flaskehøjdestørrelser.
- Løft hylder: Det plejede at fastgøre og stige eller falde højde og lav funktion af tætningshoved.
- Tætningshoved: Opvarmer og forsegler aluminiumsfolien i flaskehætten.
- Justeringshastigheden: Justeringshastigheden af transportbåndets betjeningsknap.
- Startkontakt: Transportørkontrolkontakt.

- Nominel spænding: AC220V50/60Hz
- Maskinens egenvægt: 68kg 50kg
- Maksimal effekt: 1800W
- Kølemetode: Køl luft / vand dobbelt kølemåde
- Forseglingsdiameter: φ15-75mm 15MM-45MM 30MM-60MM
- Flaskehøjde: 20-180mm
- Arbejdsmetoder: Fortsæt med at arbejde
- Anvendelsesområde: Stort produktionsområde
- Forseglingshastighed: 0-200 flaske/min
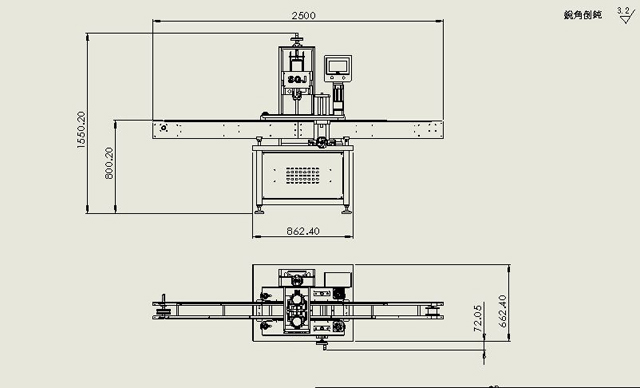
- Emballagemål: 1600*450*1500mm
- Generatorstørrelse: 1450*410*1300mm
Brug metode på induktionsforseglingsmaskine
- Justering af flaskehøjdestørrelse: Sæt flasken under "forseglingshovedet", juster "håndhjulet", sørg for, at afstanden mellem "forseglingshovedet"-bunden og flaskedækslet er ca. 1-3 mm, drej "startkontakten" til "på", så transportbåndet begynder at køre og lad flaskerne gå hen over båndet for at kontrollere, om de rører ved tætningshovedet. Den mindste distance uden hård er den bedste.
- Juster hastigheden på transportbåndet med "hastighedskontrol". Aluminiumsfolieforseglingen er relateret til båndhastigheden og kraften. Sæt nogle flasker på bæltet, tænd for "strømafbryderen" og lav forseglingstesten. Operationen begynder formelt, når flaskerne er forseglet.
- Vent på den bløde opstart ved boot-strop og start forseglingen 30 sekunder senere, når efter amperemeteret viser 3,2A.
- Sluk for "strømafbryder" og "startkontakt" i maskinens nedlukning.
Inline afdækningsmaskine:
- Produktionskapacitet: 40-60 Caps /min
- Hættestørrelse: 10-50/35-140 mm
- Flaskediameter: 35-140mm
- Flaskehøjde: 38~300mm
- Størrelse (L×B×H): 1000×800×1200 mm
- Vægt: 350 kg
Tegning Af Inline Capping Machine
| 1 | Flasker | 2 | Flasker fiksering |
| 3 | Håndtag til justering af position | 4 | Friktionshjul |
| 5 | Slagpositionsmodul | 6 | Caps presser Cylinder |
| 7 | Håndtag til positions | 8 | Afdækningsjusteringsmodul |
| 9 | Afdækningscylinder | 10 | Afdækningsmotor |
| 11 | Styreboks | 12 | Håndhjul |
Justering af dækning fra A til Z

Justering af flaskefiksering
1. Løsn håndtaget (3)
2. Sæt de præfikserede flasker (1)
3. Øjeæble, hvis hætternes midte falder sammen med cylinderens (9) midte; gang sammenfaldende fikser håndtaget (3)
Afdækningshøjdejustering﹒
1. Løsn håndtaget (7)
2. Juster håndtaget (12) for at få dækslets friktionshjul (4) i bunden i afstand på 2 mm til hættens bund, fastgør håndtaget (7)
Justering af dækning af friktionsgab:
1. Luk luftkilden
2. Sæt fikseringshætterne mellem friktionshjulene (4)
3. Nærmer dig hætterne ved at flytte friktionshjulet (4) for at justere slagmodulets (5) skrue (begge sider skal være symmetriske ved øjenmåling). Den rigtige fas skal være 2 mm til 3 mm for hver side;
Højdejustering af hættecylinder (ifølge hætteprøver)
1. Løsn skruen (8), så cylinderen (9) rager ud;
2. Lad afstanden være 1 mm-2 mm fra kappemøtrikken til toppen af hætterne
3. Spænd skruen (8)
Justering af hættecylinderhastighed
1. Tilslut strømforsyningen og luftkilden for at justere trykindstillingen for lufttryk (standard 0,74mpa-0,6Mpa)
2. Juster capping-tiden og capping-intervallet (standard 1s til 1,5s) vælg tilstanden som Manuel ,Peg pedalkontakten for at justere venstre-højre friktionshjulets pneumatiske hastighed, endelig skal hastigheden ved begge hastigheder på et lige niveau ;
3. Juster cylinderens hastighed.
Testkørsel af maskine
1. Tag et produkt ud til testkørslen af dækning; Renover capperen i henhold til capping-effekten;
2. Juster momentet efter torsionskraften.
Flasker Prøver til lågforsegling

Du kan lide
 Plastglasflasker Kontinuerlig aluminiumsfolie induktionsforseglingsmaskine
Plastglasflasker Kontinuerlig aluminiumsfolie induktionsforseglingsmaskine- Semiautomatisk gearpumpe farmaceutisk væskepåfyldningsmaskine
- Automatisk kosmetisk læbepomade Læbestift Bund Sticker Labeling Machine
- Semi Automatisk Pneumatisk Desktop Parfume Glasflasker Crimping Machine
- Tunneltype Vandkølet aluminiumsfolie induktionsforseglingsmaskine
- Automatisk elektrisk Magnesis aluminiumsfolie induktionsforseglingsudstyr
- Rørfyldnings- og tætningsmaskine til plastlaminerede rør
- Monoblock Hårpleje Olie Små flasker Fyldnings- og trykafdækningsmaskine
- Halvautomatiske hætteglas glaskrukker Flasker Chuck Vakuumdækselmaskine
- Automatisk flødekrukker Gevindafdækningsmaskine med hætter Vibratorføder









